JCT 970.2-2005 陶瓷瓷质砖抛光技术装备 第2部分 磨边倒角机
 "JCT 970.2-2005 陶瓷瓷质砖抛光技术装备 第2部分 磨边倒角机-0")
 "JCT 970.2-2005 陶瓷瓷质砖抛光技术装备 第2部分 磨边倒角机-1")
 "JCT 970.2-2005 陶瓷瓷质砖抛光技术装备 第2部分 磨边倒角机-2")
 "JCT 970.2-2005 陶瓷瓷质砖抛光技术装备 第2部分 磨边倒角机-3")
 "JCT 970.2-2005 陶瓷瓷质砖抛光技术装备 第2部分 磨边倒角机-4")
 "JCT 970.2-2005 陶瓷瓷质砖抛光技术装备 第2部分 磨边倒角机-5")
 "JCT 970.2-2005 陶瓷瓷质砖抛光技术装备 第2部分 磨边倒角机-6")
 "JCT 970.2-2005 陶瓷瓷质砖抛光技术装备 第2部分 磨边倒角机-7")
 "JCT 970.2-2005 陶瓷瓷质砖抛光技术装备 第2部分 磨边倒角机-8")
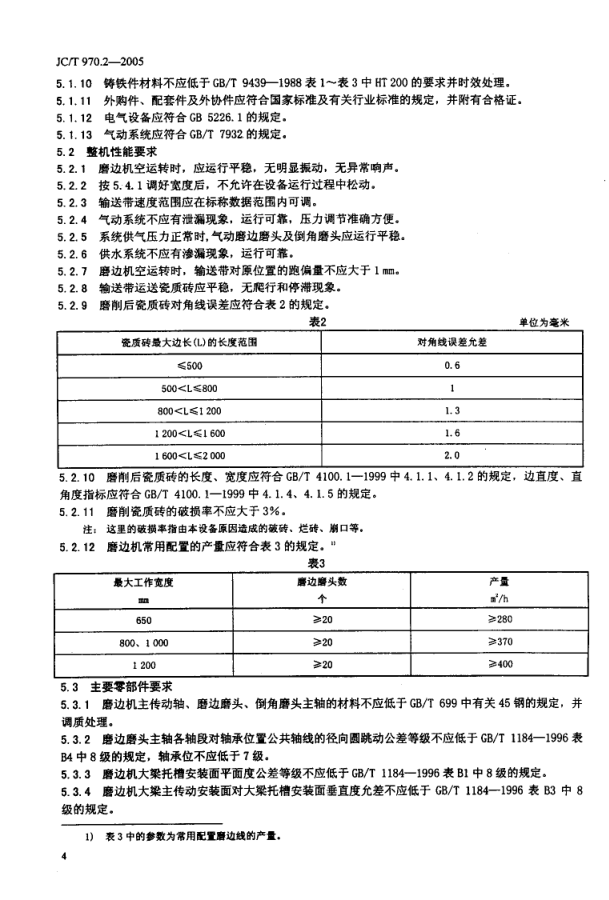
IC S 9 1. 110 Q 95 备 案 号 : 15241- 2005 i c 中 华 人 民 共 和 国 建 材 行 」Ik 标 准 J C /T 97 0 . 2- 2 0 05 陶瓷瓷质砖抛光技术装备 第 2 部分: 磨边倒角机 T echnical polishing equipment for the ceramic porcelain tiles Part 2: Squaring & chamfering machine 2005-02- 14 发布 2005- 07- 01 实施 中华 人 民 共 和 国 国家 发 展 和 改 革 委 员 会 发布 ! C 汀 970 .2 - 20 05 oli 胃 JC/T 970 《陶瓷瓷质砖抛光技术装备》分为三个部分: — 第1部分: 抛光机: — 第 2 部分: 磨边倒角机; — 第3部分: 刮平定厚机。 本部分为JC/T 970的第2部分。 本部分由中国建筑材料工业协会提出。 本部分由国家建筑材料工业机械标准化技术委员会归口。 本部分负责起草单位: 广东科达机电股份有限公司。 本部分参加起草单位: 广东南海捷成工机械有限公司、北京工业大学。 本部分主要起草人: 谢云仲、杨莎莉、李松、王海云、谢保东、施晓洪、冯长印。 本部分为首次发布。 1C /T 9 70 .2- 20 05 陶瓷瓷质砖抛光技术装备 第 2 部分: 磨边倒角机 范 围 JC/T 970的本部分规定了陶瓷瓷质砖抛光技术装备中磨边倒角机(以下简称“磨边机” ) 的术语和定 义、分类与命名、技术要求、试验方法、检验规则及标志、包装、运输和贮存。 本部分适用于建筑陶瓷瓷质砖(以下简称 “瓷质砖” ) 磨边机,也可用于其他建筑陶瓷砖磨边机。 2 规范性引用文件 下列文件中的条款通过本部分的引用而成为本部分的条款。凡是注日期的引用文件,其随后所有的 修改单(不包括勘误的内容) 或修订版均不适用于本部分,然而,鼓励根据本部分达成协议的各方研究是 否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本部分. GB 191 包装储运图示标志 GB/T 699 优质碳素结构钢 GB/T 1184- 1996 形状和位置公差 未注公差值 GB/T 1804- 2000 一般公差 未注公差的线性和角度尺寸的公差 GB/T 3810. 2- 1999 陶瓷砖试验方法 尺寸和表面质量的检验 GB/ T 4100. 1- 1999 干压陶瓷砖 第1部分: 瓷质砖(吸水率E<- O. 5%) GB 5226. 1 机械安全 机械电气设备 第I部分: 通用技术条件 GB/T 7932 气动系统通用技术条件 GB/T 9439- 1988 灰铸铁件 GB/T 9969. 1 工业产品使用说明书 总则 GB/T 11352 一般工程用铸造碳钢件 GB/ T 13306 标牌 GB/T 13384 机电产品包装通用技术条件 GB/T 17248.3 声学 机器和设备发射的噪声 工作位置和其他指定位置发射声压级的测量 现 场简易法 JB/T 5000.8 重型机械通用技术4 9牛 锻件 JB/T 5994 装配通用技术要求 JB/T 8828 切削加工件 通用技术条件 J C/T 402 水泥机械涂漆防锈技术条件 J C 532 建材机械钢焊接通用技术条件 3 术语和定义 下列术语和定义适用于JC/T 970的本部分。 3 . 1 机架 frame 支承其他部件和瓷质砖的框架. 3. 2 横梁 cro ssbeam J C 厅 97 0 .2- 20 05 位于瓷质砖下方,支承磨边磨头或倒角磨头并和压梁同步完成输送瓷质砖功能的零件. 3 . 3 压梁 pressing beam 位于瓷质砖上方,和横梁同步完成输送瓷质砖功能的零件. 3 . 4 调宽装置 width regulating device 调节固定设备工作宽度的部件。 3. 5 磨边磨头 squaring spindle 安装磨具并磨削瓷质砖周边的部件,包括碟形磨边磨头和环形磨边磨头。 3. 6 倒角磨头 chamfering spindle 安装磨具并磨削瓷质砖周边斜面的部件。 3 . 7 碟形磨边磨头 disc squaring spindle 配置碟形磨具,用磨具的端面磨削瓷质砖周边的磨边磨头. 3 . 8 环形磨边磨头 ring squaring spindle 配置环形磨具,用磨具的圆柱面磨削瓷质砖周边的磨边磨头。 3 . 9 主传动 main transmission 传送瓷质砖的驱动部件。 3 . 10 T -作宽度 working width 加工成品瓷质砖的宽度。 3 . 1 1 前台机 ahead squaring and chamfering machine 不带有推砖或挡砖校正装置的磨边机. 3 . 12 后台机 back squaring and chamfering machine 带有推砖或挡砖校正装置的磨边机。 3 . 13 对角线误差 biagonaltolerance 瓷质砖两条对角线长度的绝对差值。 4 分类与命名 4. 1 型式 磨边机按其结构特点可分为三类: a) 双压带式: 由两对上下同步带实现对瓷质砖的夹持和输送; b) 单压带式: 由一对上下输送带实现对瓷质砖的夹持和输送; c) 压轮式: 由输送带和若干圆形压力轮组成的结构来实现对瓷质砖的夹持和输送。 4. 2 型号 4.2. 1 型号表示方法 型号表示方法如下: J C 厅 970 .2- 2 00 5 △ ( 口 ) / △ 工正二 磨边磨头及倒角磨头配置代号 分隔符 产品改进代号,按A, B, CG..⋯ 顺序排列 最大工作宽度,单位为毫米(mm) 前后台机代号,前台机用 “e ; 表示,后台机用 " B” 表示 磨边机型式特征代号,BS表示双压带式、BD表 示单压带式、BL表示压轮式 注 : 产 品改进代号 ,有字母 时无括 弧,无时为空白。 4.2.2 磨边磨头及倒角磨头配置代号 磨边磨头及倒角磨头配置代号如下: 倒角磨头数之和 分隔符 磨边磨头数之和 4. 2. 3 标 记 示 例 示例 : 工作宽度为 1000二 、磨边磨头数之和为 10、倒角磨头数之和为 2 的后 台机标记 如下: 磨边机 BSH1000/10+2. 4. 3 参数 表1给出了磨边机的基本参数。 表 1 项 目 单位 参 数 最大工作 宽度 口口 450 650 8 0 0 1000 1 200 1500 1 800 2 000 最小工作 宽度 口口 200 4 0 0 500 6 0 0 800 1 0 0 0 1 000 1000 磨边磨 头数量 个 4 , 6 , 8 , 10 , 12, 14, 16, 18 倒角磨 头数量 个 2, 4, 6 最大加工 瓷质砖 厚度 口口 20 2 5 5 技术要求 5. , 基本要求 5. 1. 1 磨边机应符合本部分的规定,井按规定程序批准的图样和技术文件制造。 5. 1.2 图样上尺寸未注公差的极限偏差,切削加工尺寸应符合GB/T 1804- 2000表 1中的m级要求. 5. 1. 3 机械加工零件的形状和位里公差的未注公差不应低于GB/T 1184- 1996 中5. 1中的K 级。 5. 1. 4 磨边机的基本参数应符合表1的规定。 5. 1.5 焊接件应符合J C 532 的规定, 5. 1. 6 机械加工质量应符合邓/T 8828 的规定。 5. 1. 7 装配质量应符合邓/T 5994 的规定. 5.1. 8 锻件应符合JB/T 5000.8 的规定. 5. 1. 9 铸钢件应符合 GB/ T 11352 的规定。 J C 厅 970.2- 2005 5. 1. 10 铸铁件材料不应低于GB/T 9439- 1988 表1~ 表3中HT 200的要求并时效处理。 5. 1. 11 外购件、配套件及外协件应符合国家标准及有关行业标准的规定,并附有合格证。 5. 1. 12 电气设备应符合 GB 5226. 1 的规定. 5. 1. 13 气动系统应符合 GB/T 7932 的规定. 5. 2 整机性能要求 5. 2. 1 磨边机空运转时,应运行平稳,无明显振动,无异常响声。 5.2.2 按5. 4. 1调好宽度后,不允许在设备运行过程中松动。 5.2.3 输送带速度范围应在标称数据范围内可调。 5.2.4 气动系统不应有泄漏现象,运行可靠,压力调节准确方便。 5.2.5 系统供气压力正常时,气动磨边磨头及倒角磨头应运行平稳。 5.2.6 供水系统不应有渗漏现象,运行可靠。 5. 2. 7 磨边机空运转时,输送带对原位置的跑偏量不应大于 1 二。 5. 2. 8 输送带运送瓷质砖应平稳,无爬行和停滞现象。 5. 2.9 磨削后瓷质砖对角线误差应符合表2 的规定。 表2 单位为毫米 瓷质砖最 大边长 (L) 的长度范 围 对角线误差允差 簇 500 0 . 6 500< L5 800 1 80 0< L-< l 200 1 . 3 1 200 < L <- l 600 1 . 6 1 600 < L -< 2 000 2. 0 5.2. 10 磨削后瓷质砖的长度、宽度应符合GB/T 4100. 1- 1999 中4.1. 1. 4. 1.2 的规定,边直度、直 角度指标应符合GB/T 4100. 1- 1999 中4. 1. 4 . 4. 1. 5 的规定. 5. 2. 11 磨削瓷质砖的破损率不应大于3 % , 注 : 这里的破损奉指 由本 设备 原因造成 的破 砖、烂砖、崩 口等 . 5. 2. 12 磨边机常用配置的产量应符合表3 的规定。‘, 表 3 最大工作宽度 . 均. 磨边磨头数 个 i}.m m'/h 6 5 0 3 20 > 280 80 0. 1 0 00 > 20 ) 370 1 2 0 0 > 20 > 400 5.3 主要霉部件要求 5.3. 1 磨边机主传动轴、磨边磨头、倒角磨头主轴的材料不应低于GB/T 699 中有关45钢的规定,并 调质处理。 5.3.2 磨边磨头主轴各轴段对轴承位置公共轴线的径向回跳动公差等级不应低于GB/T 1184- 1996表 B4 中8 级的规定,轴承位不应低于 7 级。 5.3.3 磨边机大梁托槽安装面平面度公差等级不应低于GB/T 1184- 1996表BI 中8 级的规定。 5.3.4 磨边机大梁主传动安装面对大梁托槽安装面垂直度允差不应低于 GB/T 1184- 1996 表 B3 中 8 级的规定。 1) 表 3 中的参数为常用 配里磨边线 的产2 . J C /T 970 .2- 2 00 5 5. 3. 5 碟形磨边磨头装配后,其主轴端面圆跳动允差为 0. 05 mm: 主轴径向圆跳动允差为0. 08 mm. 5. 3.6 环形磨边磨头装配后,其主轴径向圆跳动允差为0. 05 mm; 主轴端面圆跳动允差为0.08二。 5. 3. 7 倒角磨头装配后,其主轴端面圆跳动允差为0. 05 mm: 主轴径向圆跳动允差为 0. 08 mm. 5. 3. 8 磨边磨头或倒角磨头装配后逐个通电空转,运行应平稳,无明显震动,无异常声音,轴承端盖处 温升不应大于50 Ko 5. 4 装配要求 5. 4. 1 加工瓷质砖宽度调整范围应符合表1要求. 并能调整灵活。 5. 4. 2 双压带磨边机的两横梁同步带支承面的平面度不应低于GB/T 1184- 19% 表B1中9 级的规定。 5.4.3 单压带式、压轮式磨边机的输送带支承面的平面度不应低于GB/T 1184- 1996表B1中9 级的规 定。 5.5 安全要求 5. 5. 1 电气系统的安全要求应符合 GB 5226. 1 的规定。 5,5.2 磨边机外露的、有可能伤人的活动零部件,均应有防护装置。 5.5.3 磨边机各传动部件应有旋转方向的标志. 转向相符,标志明显,并可长期保存。 5.5.4 整机应设急停按钮,操作方便、可靠. 5.5.5 电气控制系统应控制准确、安全、可靠。 5. 5. 6 在空运转条件下,磨边机噪声声压级不应大于80 dB (A) 。 5.6 外观质里要求 5. 6. 1 涂漆应符合 J C/T 402 的规定。 5. 6. 2 零部件接合面的边缘应整齐匀称,错位不得大于1丽。门、盖等接合面处应平整、美观。 5.6.3 外露的管、线应排列整齐,安装牢固,不应与有相对运动的霉部件接触。 5. 6. 4 标牌应符合 GB/T 13306 的规定,应放置在明显的位置上,并固定牢固. 5. 6. 5 主要零部件非加工外表面应进行喷砂处理。 试 验 方 法 6 1 性能检验 6. 1. 1 空运转试验条件 5. 3, 5. 4, 5. 6检验合格后,经不少于2 h的连续运转后检验。 6. 1. 2 空运转试验 6. 1. 2. 1 对5.2. 1,视听检测磨边机空载运行状态。 6. 1.2. 2 对5.2.2,用钢直尺测量加工瓷质砖宽度调整范围。 6. 1.2. 3 对5.2.3,用测速计检验输送皮带速度。 6. 1.2. 4 对5.2.4,用肥皂泡沫涂在气动系统的各连接头和进行压力调整后目测。 6.1.2. 5 对5.2.5,观察供气系统压力表,在气压0. 7 MPa士0. 1 MPa范围内时目测。 6.1.2. 6 对5.2.6,施加0. 2 MPa 水压下目测。 6.1.2.7 对5.2. 7,用通用量具测量皮带的跑偏量。 6. 1.3 负载试验条件 空运转试验合格后,经不少于1h的试磨运转后检验. 6. 1.4 负载试验 6. 1.4. 1 对5. 2. 8,目测。 6. 1.4.2 对5. 2. 9,用游标卡尺测量瓷质砖对角线误差。 6. 1.4.3 对5. 2. 10, 瓷质砖的长度和宽度、边直度、直角度分别按GB/T 3810. 2- 1999 中2, 4, 5 章 的规定检验。 6. 1.4.4 对5. 2. 11,计数、目检、统计磨边机加工瓷质砖的破损率。 J C 汀 9 70 .2 - 2 00 5 6. 1. 4. 5 对 5. 2. 11, T-作宽度为 650 , 800, 1 000, 1 200 时,按加T- 瓷质砖分别为600 x 600 , 800 x 800 , 800 x 800 , 1 000 x 1 000 砖时计数、目检、统计产量。 6. 2 主要零部件检验 6. 2.1 对5. 3. 2,用百分表在机床或在V 型铁上检验同轴度。 6. 2. 2 对5. 3. 3,用平尺和塞尺检验。 6. 2. 3 对5. 3. 4,用角尺和塞尺检验。 6. 2. 4 对5. 3. 5,用百分表检验。 6. 2. 5 对5. 3. 6,用百分表检验。 6. 2. 6 对 5. 3. 7,用百分表检骏。 6. 2. 7 对 5. 3. 8,各个磨边磨头及倒角磨头装配后,在试验架上空运转。1h 后,用数显温度计检测轴 承端盖处温升。 6.3 装配检验 6. 3. 1 对 5. 4. 1,手动感觉、用钢直尺测量调整范围。 6.3.2 对5. 4. 2,用水平仪、桥尺或用平尺、塞尺检验同步带支承面的平面度。 6.3.3 对5. 4. 3,用水平仪、桥尺或用平尺、塞尺检验同输送皮带支承面的平面度。 6. 4 安全检验 6. 4. 1 对 5. 5. 1,按GB 5226. 1 中的规定检测。 6. 4. 2 对 5. 5. 2,目测. 6. 4. 3 对 5. 5. 3,目测。 6.4.4 对5. 5. 4,手动操作急停按钮检测。 6. 4.5 对5. 5. 5, 操作电气控制系统检@ N9, 6. 4.6 对5. 5. 6,用数字声级计按GB/T 17248.3 中的规定进行噪声测定。 6. 5 外观检验 采用目测。 7 检验规则 检验分出厂检验和型式检验。 7.1 出厂检验 7. 1. 1 磨边机应经制造商质检部门检验合格,并附有合格证后,方可出厂。 7. 1. 2 检验项目为5. 2. 1, 5. 3, 5. 4, 5. 5. 5, 5. 5. 6, 5. 6, 7. 2 型式检验 7.2. 1 有下列情况之一时,应进行型式检验: a) 新产品试制定型鉴定: b) 正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能时; c) 转产生产或停产超过一年恢复生产时; d) 出厂检验结果与上一次型式检验有较大差异时: e) 国家监督机构提出进行型式检验的要求时。 7.2.2 型式检验从出厂检验合格的产品中随机抽取数量为一台的样机. 7. 2.3 型式检验项目为第五章技术要求中的全部检验项目。 了3 判定方法 产品质量评定法采用全部指标达到法。瓷质砖的对角线或边直度允差超差时,则判该产品不合格; 要求中其他检验项目如不合格。允许修复、调整。如仍达不到本标准的要求,则判定该产品不合格. 8 标志、包装、运翰和贮存 J C /T 970 .2- 20 05 8. 1 标志 8.1. 1 磨边机应在适当明显的位置固定产品标牌和安全等标牌,标牌的形式和尺寸应符合 GB/T 13306 的 规 定 。 8. 1. 2 产品标牌应包括以下内容: a) 制造商名称; b) 型号名称: c) 主要参数: d) 执行标准号; e) 制造日期和制造编号。 8. 1. 3 包装箱收、发货标志和储运指示标志应符合GB 19 1 的规定。 8. 2 包装 8. 2. 1 产品包装应符合 GB/T 13384 的规定. 8.2. 2 产品随机文件应齐全并妥善封装,随机文件包括: a) 产品合格证明书; b) 产品使用说明书; c) 装箱单(包括备件及附件清单) : d) 安装图; e) 电气控制图。 8. 3 运输 产品运输应符合GB/T 13384及有关运输部门的规定。运输要求如下: a) 根据主机注明的重量、外形尺寸选用相应的运输车辆: b) 长途运输时. 应用帆布遮盖; c) 装卸时,应按指定的位置吊装: d) 运输过程中防止强烈振动和冲击。 8. 4 贮存 产品应贮存在干燥、通风、无日晒、无雨淋和无腐蚀的地方。
版权声明
1. 本站所有素材,仅限学习交流,仅展示部分内容,如需查看完整内容,请下载原文件。
2. 会员在本站下载的所有素材,只拥有使用权,著作权归原作者所有。
3. 所有素材,未经合法授权,请勿用于商业用途,会员不得以任何形式发布、传播、复制、转售该素材,否则一律封号处理。
4. 如果素材损害你的权益请联系客服QQ:77594475 处理。