JCT 967-2005 混凝土瓦成型机
 "JCT 967-2005 混凝土瓦成型机-0")
 "JCT 967-2005 混凝土瓦成型机-1")
 "JCT 967-2005 混凝土瓦成型机-2")
 "JCT 967-2005 混凝土瓦成型机-3")
 "JCT 967-2005 混凝土瓦成型机-4")
 "JCT 967-2005 混凝土瓦成型机-5")
 "JCT 967-2005 混凝土瓦成型机-6")
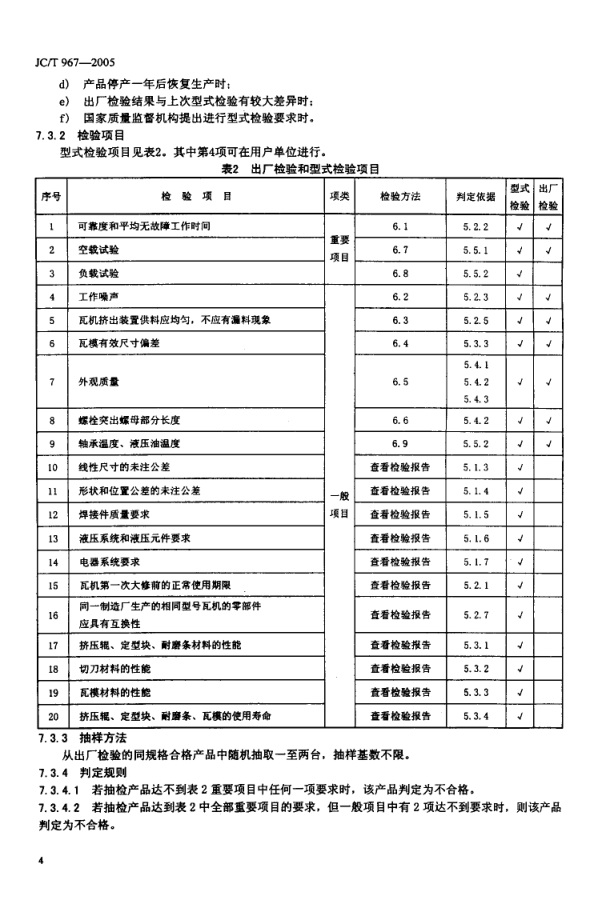
IC S 9 1. Q 92 备案号: 15237- 2005 i c 中 华 少味民 共 和 国 建 材 行 」立标 准 J C/T 967- 2005 混凝土瓦成型机 Extruding machine bars for concrete tiles 2005- 02- 14 发布 2005- 07- 01 实施 中华 人 民 共 和 国 国家 发 展 和 改 革 委 员会 发布 JC / 1' 96 7- 2 00 5 前 言 本标准由中国建筑材料工业协会提出。 本标准 由国家建筑材料工业机械标准化技术委员会归口。 本标准负责起草单位: 苏州中材建筑建材设计研究院(苏州混凝土水泥制品研究院) 。 本标准参加起草单位: 山东高密高锻机械有限公司、江苏句容福天机械有限公司、杭州萧山中意彩 瓦设备制造公司、泉州鲤城南方建材设备有限公司、湖北松滋赛尔机械有限公司、江都市建材机械厂、 上海一品国际颜料有限公司。 本标准主要起草人: 匡红杰、史瑞庭、展秀娟、张亚夫、李惠祥、蔡晓川、黄德斌、仲长平。 本标准为首次发布。 7C/'r 9 67- 20 05 混凝土瓦成型机 1 范围 本标准规定了混凝土瓦成型机的术语、产品分类、技术要求、试验方法、检验规则、标志、包装、 贮存和运输。 本标准适用于采用挤压成型工艺生产并符合J C 746- 1999要求的混凝土瓦的成型机 (以下简称瓦 机) 。模压式成型机可相应参照执行. 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的 修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是 否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB/T 1173- 1995 铸造铝合金 GB/T 1184- 1996 形状和位置公差 未注公差 GB/T 1299- 2000 合金T 具钢 GB/T 1591- 1994 低合金高强度结构钢 GB/T 1804- 2000 一般公差 未注公差的线性和角度尺寸的公差 (MOD ISO 2768- 1: 1989) GB/T 3766- 2001 液压系统通用技术条件 GB/T 3768- 1996 声学 声压法测定噪声源声功率级 反射面上方采用包络测量表面的简易方法 (MOD ISO 3746 : 1995) GB 5083 生产设备安全卫生设计总则 GB 5226. 1- 2002 T 业机械电气设备 第1部分: 通用技术条件(MOD IEC 204- 1) GB/T 7935- 1987 液压元件 通用技术条件 GB/T 10417- 1989 碳化钨钢结硬质合金技术条件 GB/T 13306 标牌 JC/T 402 水泥机械涂漆防锈技术条件 JC/T 406 水泥机械包装技术条件 JC 532 建材机械钢焊接件通用技术条件 J C 746- 1999 混凝土瓦 JG/T 5050 建筑机械与设备可靠性考核通则 术语和定义 下列术语和定义适用于本标准。 3 . 1 瓦模有效尺寸 指成型的混凝土瓦的外形尺寸。 3. 2 定型块 亦称挤压板,指用于固定瓦的形状并调整瓦的密实度的零件. 4 产品分类 J C 门 9 67- 20 0 5 4. 1 分类 4. 1.1 瓦机按成型的混凝土瓦的种类可分为屋面瓦机(代号CRT) 和配件瓦机(代号CFT) 。 4.1.2 瓦机按工作自动化程度可分为自动(代号Z) 、半自动(代号B)和手动(代号S) a 注 : 手 动只适用于配件 瓦成 型机 。 4. 2 型 号 型号表示方法如下: 口 口 口 生产能力,片/mi n 自动化程度 成型的混凝土瓦种类 4.3 产品标记示例 示例 : 生产 能力为 20 片/mi n 的 自动混凝土屋面瓦成型机 : 混凝土 瓦成 型机 CRTZ20 J U T 967 5 技术要求 5. 1 签本要求 5. 1. 1 瓦机应符合本标准要求,并按规定程序批准的图样及技术文件制造。 5. 1. 2 产品设计和制造的安全卫生要求应符合 GB 5083 的规定。 5. 1. 3 图样上线性尺寸的未注公差,机械加工部位应符合GB/T 1804- 2000 表 1 中。级的要求; 非机 械加工部位应符合GB/T 1804- 2000 表 1 中v 级的要求。 5.1. 4 机械加工零件的形状和位置公差的未注公差应符合GB/T 1184- 19% 第5章中k级的要求。 5.1.5 焊接件应符合JC/T 532 的规定。 5.1.6 液压系统应符合GB/T 3766- 2001的有关规定。液压元件应符合GB/T 7935- 1987的有关规定。 5. 1. 7 电器系统应符合GB 5226. 1- 2002 的规定。 5.2 整机要求 5. 2. 1 瓦机第一次大修前的正常使用期限不应低于 10 000 h, 5. 2. 2 可靠性试验时间不应低于 100 h,平均无故障工作时间不应低于60 h,可靠度不应低于85% , 5. 2. 3 工作噪声不应大于 80 dB (A) 。 5. 2. 4 瓦机应有控制混凝土瓦厚度的调整装置。 5. 2. 5 瓦机挤出装置供料应均匀。不应有漏料现象。 5. 2. 6 瓦机工作时,供料、运送下模、挤压、切割等动作应灵活,定位可靠。自动和半自动瓦机,应 设置安全装置。 5. 2.7 同一制造厂生产的相同型号瓦机的零部件应具有互换性。 5. 3 主要零部件要求 5. 3. 1 挤压辊、定型块、耐磨条材料的性能应符合GB/T 1299- 2000 中的有关规定,热处理后硬度BRC 不小于 60 0 5. 3. 2 切刀材料的性能应符合GB/T 1591- 1994 中的有关规定,且不低于表1的要求。 裹1 切刀材料的性能指标 u,MPa a.61Pa 髯 550 325 2 2 J C汀 967- 2005 5. 3. 3 瓦模材料的性能不低于GB/ T 1173- 1995 中的有关要求。有效尺寸偏差: 长度允许偏差1 2 mm, 宽度允许偏差士1.smm· 5. 3. 4 挤压辊、定型块、耐磨条、瓦模的使用寿命: 正常生产的混凝土瓦不少于60万片。 5. 4 外观质it 5.4. 1 瓦机外表面应无毛刺、锐边、焊渣、碰伤和凹凸不平等影响外观质量的缺陷。 5. 4. 2 外露紧固件的突出部分不应过长或参差不齐,螺栓突出螺母部分长度不大于2 倍的螺距。 5. 4. 3 外表面涂漆要求应符合 J C/T 402 的规定。表面应进行喷砂处理。 5. 5 运转试验 5. 5. 1 空载试验不少于 1h,运行应平稳,无异常响声和振动。 5. 5. 2 负载试验不少于 2h,运行应平稳,无异常响声和振动。轴承温度不超过800C,液压油温度不 超过 60'C. 6 试验方法 6. 1 可靠度、平均无故障工作时间(5.2.2) 按J G/T 5050规定进行。 6. 2 噪声(5. 2. 3) 按GB/T 3768规定进行。 6. 3 瓦机挤出装里供料应均匀,不应有漏料现象(5. 2. 5) 观察。 6. 4 瓦模内腔尺寸偏差 (5. 3. 5) 用游标卡尺测量。 6. 5 外观(5. 4 , 5. 4. 1、5. 4. 3) 目测、手感法测量。 6. 6 螺拴突出螺母部分长度 (5. 4. .2) 用钢直尺测量。 6. 7 空载试验(5. 5. 1) 无负荷连续运行1 ho 6. 8 负载试验(5. 5. 2) 按正常生产要求连续运行2 h, 6. 9 轴承和液压油的温度 (5. 5. 2) 用温度计测量。 7 检验规则 产品出厂前应经制造厂检验部门检验合格,并签发合格证。 了.1 检验分类 检验分出厂检验和型式检验。 7.2 出厂检验 产品出厂前应逐台进行检验,检验项目见表2, 7.3 型式检验 7.3. 1 检验条件 有下列情况之一时,应进行型式检验: a) 新产品和老产品转厂生产的试制定型鉴定; b) 正常生产时,如结构、材料、工艺有较大改变,可能影响产品性能时; c) 正常生产时,每二年至少要进行一次: J C 汀 9 6 7- 2 00 5 d) 产品停产一年后恢复生产时: e) 出厂检验结果与上次型式检验有较大差异时: f ) 国家质量监督机构提出进行型式检验要求时。 7. 3. 2 检验项 目 型式检验项目见表2。其中第4项可在用户单位进行。 表2 出厂检验和型式检验项 目 序 号 检 验 项 目 项类 检验方法 判定依据 型式 检 缝 出 厂 检 验 1 可 靠度和平均无 故障工作时间 6 . 1 5 . 2 . 2 J J 2 空载试验 夏 妥 . 项 目 6, 7 5. 5. 1 J J 3 负载试验 6 .8 5 . 5 . 2 J 4 工作噪声 一般 项 目 6 . 2 5. 2. 3 J J 5 瓦机挤出装置 供料应均匀,不应有汤料现象 6 .3 5. 2. 5 J J 6 瓦模有效尺寸 偏差 6 . 4 5 . 3 . 3 J J 6 . 5 5. 4. 1 5 . 4 . 2 5. 4. 3 J J 7 外观质童 6. 6 5 . 4 . 2 护 J 8 螺栓突 出螺 母部分长度 6 . 9 5 . 5. 2 J J 9 轴承温度 、液压油温度 查看检验报告 5 . 1 . 3 J 10 线性尺寸 的未注公差 查看检验报告 5 . 1 . 4 J 1 1 形状和位 置公差的未注公差 查看检验报告 5. 1. 5 J 12 焊接件质 量要求 查看检验报告 5 . 1. 6 J 13 液压系统 和液压元件要求 查看检验报告 5 . 1. 7 J 14 电器 系统要求 查看检验报告 5 . 2 . 1 J 15 瓦机 第一次大修前的正常使用期 限 查看检验报告 5. 2. 7 J 16 同一制造厂生产的相 同型 号瓦机 的零 部件 应具 有互换性 查看检验报告 5. 3. 1 J 1 7 挤压辊 、定型块 、耐磨条材料 的性 能 查看检验报告 5. 3. 2 J 18 切 刀材 料的性能 查看检验报告 5. 3. 3 J 19 瓦模材 料的性能 查看检验报告 5. 3. 4 J 20 挤压 辊、定型块 、耐磨条 、瓦棋 的使用 寿命 7. 3. 3 抽 样 万 活 从出厂检验的同规格合格产品中随机抽取一至两台,抽样基数不限。 7. 3. 4 判定规则 7.3.4. 1 若抽检产品达不到表2 重要项目中任何一项要求时,该产品判定为不合格。 7. 3.4.2 若抽检产品达到表 2中全部重要项目的要求,但一般项目中有2项达不到要求时,则该产品 判定为不合格。 J C / f 9 67 - 200 5 7. 3. 4. 3 当抽检产品被判定为不合格产品时,允许在原抽样数量中加倍进行复检,复检产品全部合格, 判定为合格,若复检产品仍有一台不合格,则判定该产品不合格。 8 标志、包装、贮存、运输 8. 1 在瓦机外表面明显位置固定产品标牌,标牌应符合GB/T 13306的规定,内容应包括: a) 制造厂名; b) 产品名称; c) 产品型号; d) 标准号; e) 商标: f ) 外形尺寸; 9) 制造编号; h) 重 量 ; i ) 制造日期。 8. 2 包装、贮存、运输应符合J C/T 406 的有关规定。
版权声明
1. 本站所有素材,仅限学习交流,仅展示部分内容,如需查看完整内容,请下载原文件。
2. 会员在本站下载的所有素材,只拥有使用权,著作权归原作者所有。
3. 所有素材,未经合法授权,请勿用于商业用途,会员不得以任何形式发布、传播、复制、转售该素材,否则一律封号处理。
4. 如果素材损害你的权益请联系客服QQ:77594475 处理。