JCT 954-2005 水泥安定性试验用雷氏夹
 "JCT 954-2005 水泥安定性试验用雷氏夹-0")
 "JCT 954-2005 水泥安定性试验用雷氏夹-1")
 "JCT 954-2005 水泥安定性试验用雷氏夹-2")
 "JCT 954-2005 水泥安定性试验用雷氏夹-3")
 "JCT 954-2005 水泥安定性试验用雷氏夹-4")
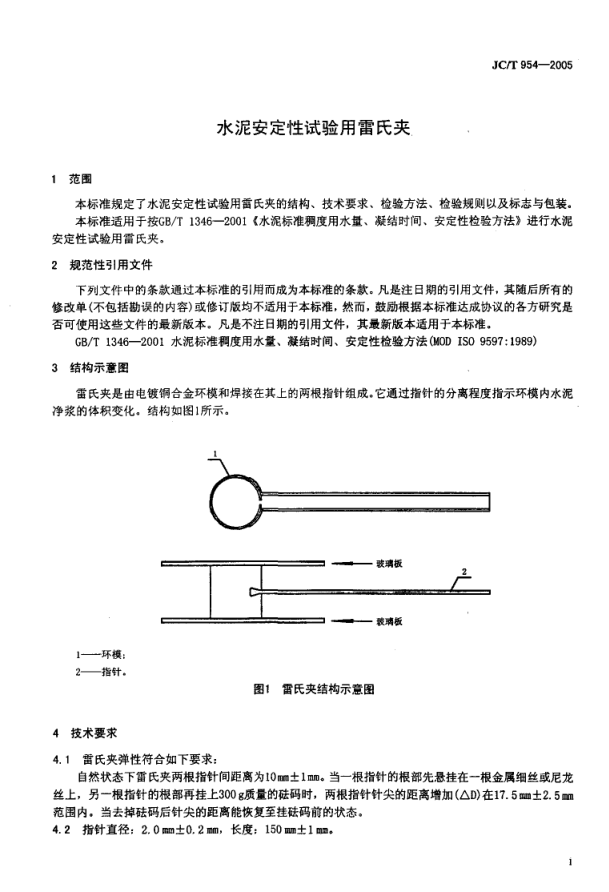
IC S 91.110 .10 Q 11 备 案 号 : 15224- 2005 i c 中 华 人 民 共 和 国 建 材 行 」Ik 标 准 J C /T 954- 2005 水泥安定性试验用雷氏夹 Le Chatelier for determining soundness of cement paste 2005- 02- 14发布 2005-01-01实施 中华 人 民 共 和 国 国 家 发 展 和 改 革 委 员 会 发布 J C / T 95 4- 2 00 月If 舀 本标准由中国建筑材料工业协会提出。 本标准由全国水泥标准化技术委员会(SAC/TC184)归口。 本标准负责起草单位: 中国建筑材料科学研究院。 本标准参加起草单位: 泊头市科析仪器设备厂、无锡建仪仪器机械有限公司。 本标准主要起草人: 刘晨、颜碧兰、江丽珍、王文茹、唐晓坪。 本标 准 为 首 次 发 布 。 J C / I ' 95 4- 2 00 5 水泥安定性试验用雷 氏夹 范 围 本标准规定了水泥安定性试验用雷氏夹的结构、技术要求、检验方法、检验规则以及标志与包装。 本标准适用于按GB/ T 1346- 2001 《水泥标准稠度用水量、凝结时间、安定性检验方法》进行水泥 安定性试验用雷氏夹。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的 修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是 否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB/T 1346- 200 1 水泥标准稠度用水量、凝结时间、安定性检验方法(MOD ISO 9597 : 1989) 3 结构示意图 雷氏夹是由电镀铜合金环模和焊接在其上的两根指针组成。它通过指针的分离程度指示环模内水泥 净浆的体积变化。结构如图1所示. 1— 环 模: 2— 指 针 . 图1 雷氏夹结构示意图 4 技术要求 4. 1 雷氏夹弹性符合如下要求: 自然状态下雷氏夹两根指针间距离为10 mm土I mm。当一根指针的根部先悬挂在一根金属细丝或尼龙 丝上,另一根指针的根部再挂上300顽 量的菇码时,两根指针针尖的距离增加(IL D) 在17. 5 mm1 2. 5 mm 范围内。当去掉砧码后针尖的距离能恢复至挂硅码前的状态。 4.2 指针直径: 2. 0 mm1 0. 2 mm,长度: 150 mm1 1 mm. J c 月 ,95 4- 20 05 4. 3 雷氏夹环模与指针联结焊弧弧长: 12 mm土1 mm. 4. 4 环 模 4. 4. 1 壁厚: 0. 50 mm士0. 05 mm 4. 4. 2 高度: 30 mm士1 二 4. 4. 3 内径: 30 mm土1 二, 4. 4. 4 开口缝宽不大于 1 mm. 4.5 雷氏夹电镀宜光洁、无剥落现象,边缘焊缝和针尖无毛刺。 4.6 雷氏夹指针宜平直,对称,端部为扁尖状。 5 检验方法 5.1 检验条件 检验室内无腐蚀气体,保持清洁。 5.2 检验用仪器设备 a) 雷氏夹膨胀测定仪; b) 游标卡尺: 量程不小于 200 mm,分度值不大于 0. 02 mm-, c) 钢卷尺: 分度值不大于1 mm; d) 钢直尺: 量程不小于300 mm,分度值不大于0. 5 mm; e) 塞尺。 5.3 检验步骤 5. 3. 1 对 4. 1 雷氏夹弹性的检测 用雷氏夹膨胀测定仪检测。将雷氏夹竖直放在测定仪的模座上,从膨胀值标尺上读出两根指针针尖 的距离(dJ 。再将雷氏夹一根指针的根部悬挂在测定仪的悬丝(金属丝或尼龙丝) 上,另一根指针的根部 挂300 g质量的硅码,测量两根指针针尖的距离(dl) 。去掉硅码后,再测量两指针针尖的距离(d,) 。d, d2. dA }IJ试两次,取两次平均值。d3与d}相同。 雷氏夹受力后两根指针针尖距离的增加值按式(U 计算: AD = d, 一试 .............................. (1) 式中: △刀— 雷氏夹受力后两根指针针尖距离的增加值,单位为毫米(二) : 试 — 雷氏夹受力前两根指针针尖距离,单位为毫米(mm); 姚 — 雷氏夹的一根指针根部挂300 g质量的硅码时,两根指针针尖的距离,单位为毫米(二)。 5.3 2 对4.2 指针直径的检测 用游标卡尺测量。 5.3. 3 对4.2 指针长度的检测 用钢直尺测量。 5.3.4 对4.3 雷氏夹环模与指针联结焊弧弧长的检测 用钢卷尺测量。将卷尺沿焊弧紧贴圆环放置,在卷尺上直接读出焊弧起点到终点距离。 5.3.5 对4.4. 1雷氏夹环模壁厚的检测 用游标卡尺测it . 5.3.6 对4.4.2 雷氏夹环模离度的检测 用游标卡尺测量. 5.3.7 对4.4.3 雷氏夹环模内径的检测 用游标卡尺测量。 5.3.8 对4.4.4 留氏夹开口缝宽的检测 J C / P 95 4- 2 00 5 用塞尺测量。 5. 3.9 对4. 5雷氏夹电镀情况的检查 目测检查。 5.3. 10 对4.6 雷氏夹指针外观的检查 目测 检 查 。 6 检验规则 6.1 出厂检验检验项目为第4章的全部内容。 6.2 对于出厂检验,符合全部项目要求的雷氏夹判为出厂检验合格。任一项不合格,判为出厂检验不 合格。 7 标志与包装 7.1 每盒雷氏夹上宜有合格证和检测报告,其内容包括: 型号、名称、生产编号、生产日期、制造厂 名及主要项 目检测数据。 7.2 宜使用定制的泡沫塑料包装雷氏夹,以免在运输和保管的过程中挤压变形。 7.3 包装箱上字样和标志宜清楚,内容包括: a) 制造厂名,型号名称及生产编号; b) 收货单位和地址; c) “请勿倒置” 、, ’ 小心轻放” 等。
版权声明
1. 本站所有素材,仅限学习交流,仅展示部分内容,如需查看完整内容,请下载原文件。
2. 会员在本站下载的所有素材,只拥有使用权,著作权归原作者所有。
3. 所有素材,未经合法授权,请勿用于商业用途,会员不得以任何形式发布、传播、复制、转售该素材,否则一律封号处理。
4. 如果素材损害你的权益请联系客服QQ:77594475 处理。