JCT 947-2005 先张法预应力混凝土管桩用端板
 "JCT 947-2005 先张法预应力混凝土管桩用端板-0")
 "JCT 947-2005 先张法预应力混凝土管桩用端板-1")
 "JCT 947-2005 先张法预应力混凝土管桩用端板-2")
 "JCT 947-2005 先张法预应力混凝土管桩用端板-3")
 "JCT 947-2005 先张法预应力混凝土管桩用端板-4")
 "JCT 947-2005 先张法预应力混凝土管桩用端板-5")
 "JCT 947-2005 先张法预应力混凝土管桩用端板-6")
 "JCT 947-2005 先张法预应力混凝土管桩用端板-7")
 "JCT 947-2005 先张法预应力混凝土管桩用端板-8")
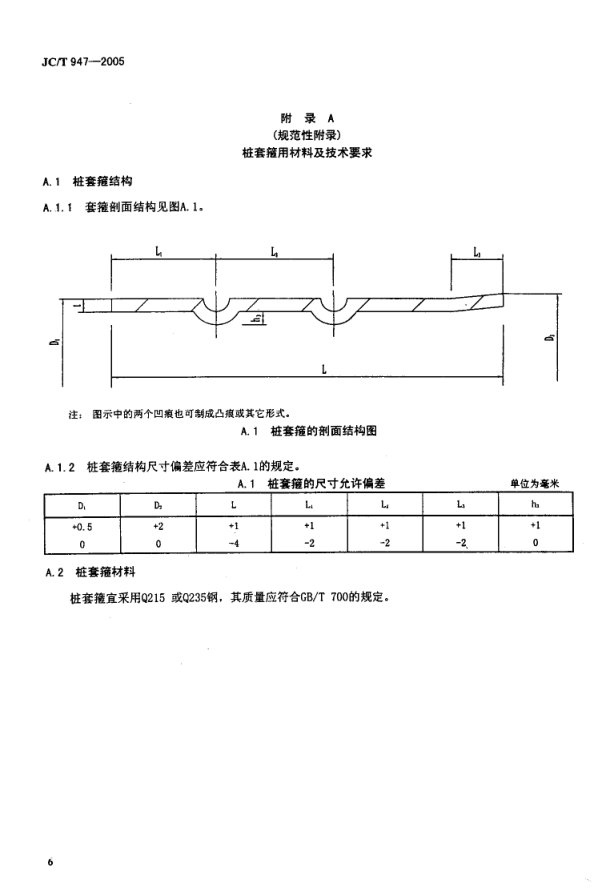
Ics 91.100.30 Q 14 备 案 号 : 152 17- 2005 i c 中 华 人 民 共 和 国 建 材 行 Ak 标 准 J C/T 941- 2005 先张法预应力混凝土管桩用端板 End plate for pretensioned spun concrete piles 2005- 02- 14发布 2005- 01- 01 实施 中 华 人 民 共 和 国 国家 发 展 和 改 革 委 员 会 发布 J C T 94 7- 20 05 Pli 胃 本标准的附录A、附录B均为规范性附录。 本标准由中国建筑材料工业协会提出。 本标准由全国水泥制品标准化技术委员会归口。 本标准负责起草单位: 苏州混凝土水泥制品研究院、苏州中材建筑建材设计研究院。 本标准参加起草单位: 淮安市淮阴区申淮端板厂、嘉兴学院机电与建筑工程学院、常熟市龙腾汽车 弹簧钢板厂、广州市毅马铸锻工业有限公司、广州市增城东泰五金构件厂、上海华峰管桩附件有限公司、 中港第三航务工程局上海浦东分公司、杭州临安仁达高新材料制造有限公司、中山市三和混凝土桩杆有 限公司、中山建华管桩有限公司、宁波浙东水泥制品有限公司、浙江天和建设材料有限公司、江门市新 会金星管桩有限公司、上海威大工贸有限公司、泰州越海建材机械有限公司、温州市鸥海西岸电器汽配 厂、浙江省瑞安市飞跃锻件厂、浙江金鑫管桩有限公司、江苏毅马铸锻有限公司、江都市创新机械有限 公司、宁波市镇海永大构件有限公司、泰州润伟机械有限公司. 本标准主要起草人: 蒋元海、匡红杰、储文彬、陈国平、孙德发、张燕肮、曾树坤、王明华、杨保 均、廖鲁生、魏宜龄、廖振中、盛晓宁、黄海炯、杨中炎、沈菊明、许一平、周爱飞、陈银林、陆金红、 周兴田、万永杰、朱建舟、陈世江。 本标准委托苏州混凝土水泥制品研究院、苏州中材建筑建材设计研究院负责解释。 本标准为首次发布。 J C /T 94 7- 20 05 先张法预应力混凝土管桩用端板 1 范围 本标准规定了先张法预应力混凝土管桩用端板的术语和定义、分类和标记、技术要求、试验方法、 检验规则、标志、产品合格证以及贮存、包装和运输等. 本标准适用于先张法预应力混凝土管桩生产中预应力张拉锚固和施工中焊接连接用端板(以下简称 端板) 。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的 修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是 否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB/T 222 钢的化学分析用试样取样法及成品化学成分允许偏差 GB/T 223 钢铁及合金化学分析方法 GB/ T 228 金属材料 室温拉伸试验方法 GB/ T 700 碳素结构钢 GB/ T 1804 一般公差 未注公差的线性和角度尺寸的公差(MOD ISO 2768 - 1: 1989) GB/ T 5117 碳钢焊条 3 术语和定义 下列定义适用于本标准. 端板 End plate 先张法预应力混凝土管桩结构两端的钢件称为端板,代号EP. 4 分类和标记 4. 1 规格 端板按外径分为300 mm, 350 mm, 400mm, 450mm, 500mm, 550mm, 600 mm, 700 mm, 800mm, I000mm, 1200 mm等规格。经供需双方协商,也可生产其它规格的端板。 4. 2 标记 4. 2. 1 标记方式 根据外径、环宽、厚度、预应力筋的直径和数量、中心圆直径D,进行标记: 外径x 环宽x厚度 D, x预应力筋数量、预应力筋直径 7C/ T 947- 2005 4. 2. 2 标记示例 示例 : 外径为 400 mm、环宽为 95 mm、厚度为 18 mm, 预应力筋为 10 根 0 9. 0二 、中心 圆直径 氏为 320 mm的端板的 标记 为: 400 x 95 x l 8 E P 一 320 x I Ox 9.0 7C/T 947- 2005 J C T 94 7- 20 05 5 技术要求 5. 1 端板应符合本标准要求,并按规定程序批准的图样及技术文件加工制造。 5. 2 图样上线性尺寸的未注公差: 机械加工部位符合 GB/ T 1804 中的 m级的要求,非机械加工部位符 合GB/ T 1804 中的 c 级的要求。 5. 3 外观质量 5. 3. 1 端板不得有可见裂缝。 5. 3. 2 端板外表面应平整,不得有凹坑和麻点。 5. 3.3 端板的计算厚度应扣除端板内表面的凹坑和麻点的深度。 5.4 尺寸偏差 5.4. 1 端板的外形结构见图1所示,尺寸偏差应符合表 1的规定。端板外径大于600 mm时,应在端板 的 c 平面设置消除焊接应力槽(如图 1 中虚线所示) ,槽深不宜小于5 mm. 教 平面图 1一 1 2一 2 ① 图1 端板的外形结构图 5.4. 2 相邻锚孔之间的允许偏差不得大于土10' ,任意锚孔之间的累计公差不得大于士10' 。 J C /T 94 7- 2 005 表1 端板的允许偏差 单 位 为 毫 米 De 。, OJ O dl d止 hl t t . a Ho C 平面平 面度 二 二 士0. 2 士 0 2 士 0 2 ‘一, ’ 士0 . 2 士 0. 5 4`M 0 弋” 0 0 . 2 5. 5 制作端板用钢材的化学成分应符合表 2 的规定。 表2 制作端板用钢材的化学成分(熔炼分析) 化学 成分 C S i Mn S P % 0. 14-- 0. 22 共 0. 3 0 . 30^ 0. 65 5 0. 05 0 -< 0. 045 5. 6 制作端板用钢材的力学性能应符合表 3 的规定。 表3 制作端板用钢材的力学性能 f}lj6'tr.;i 代,n肚习 伸长率 % 抗拉强度 N/mm' ) 225 >- 25 375 ^-500 5. 7 桩套箍用材料及技术要求见附录人,端板与桩套箍焊接用材料及技术要求见附录B, 6 试验方法 6. 1 外观质量 目测。 6. 2 尺寸偏差 用游标卡尺和钢直尺测量。 6. 3 制作端板用钢材的化学成分 试验方法见GB/T 222, GB/T 223. 6.4 制作端板用钢材的力学性能 将制作端板用钢材锯切加工成符合钢材力学性能试验要求规格的试件,制作端板用钢材的力学性能 试验方法见GB/ T 2280 7 检验规则 7. 1 出厂检验 7. 1. 1 检验项目 外观质量、尺寸偏差、化学成分、力学性能. 7. 1. 2 批f 和抽样 7. 1. 2. 1 外观质量: 逐片检验。 7. 1. 2. 2 尺寸偏差: 同规格的端板连续生产1 000片为一批, 其中随机抽取10片进行检验. 7. 1. 2. 3 化学成分和力学性能: 各规格的端板连续生产三个月内,在外观质量和尺寸偏差检验合格的 同批产品(或同批端板毛坯) 中随机抽取二片进行化学成分和力学性能的检验。若端板毛坯为外购,可以 由端板毛坯生产单位提供化学成分和力学性能的试验检测报告。 7. 1.3 判定规则 7. 1. 3. 1 外观质且 端板的外观质量符合5. 3的规定,则判定外观质量合格。 7. 1.3. 2 尺寸偏差 若所抽10片中不符合5.4规定的不超过二片,则判定尺寸偏差合格。 7 1. 3. 3 化 学 成分 J C /T 947- 2005 若所抽二片全部符合5.5的规定,则判化学成分合格。若有一片不符合5.5的规定,应从同批产品(或 同批端板毛坯) 中抽取加倍数量进行复检,复检结果若仍有一片不合格,则判化学成分不合格。若端板 毛坯为外购,由端板毛坯生产单位提供的化学成分试验检测报告可以作为端板产品出厂报告的依据。 7. 1. 3. 4 力学性能 若所抽二片全部符合5.6的规定,则判力学性能合格。若有一片不符合5. 6的规定,应从同批产品(或 同批端板毛坯) 中抽取加倍数量进行复检,复检结果若仍有一片不合格,则判力学性能不合格。若端板 毛坯为外购,由端板毛坯生产单位提供的力学性能试验检测报告可以作为端板产品出厂报告的依据。 7. 1. 3. 5 总判定 外观质量、尺寸偏差、化学成分和力学性能全部合格时,则判该批产品为合格。 7.2 型式检验 7.2.1 检验条件 有下列情况之一时应进行型式检验: a) 新产品投产或老产品转厂生产的试制定型鉴定; b) 当原材料、生产工艺有较大改变时: c) 各规格的端板连续生产30 000片或六个月内生产不足30 000 片时: d) 停产半年以上恢复生产时: e) 出厂检验结果与上次型式检验有较大差异时: f) 合同规定时: 9) 国家或地方质量监督机构提出进行型式检验要求时。 7. 2. 2 检验项目 外观质量、尺寸偏差、化学成分、力学性能。 7. 2. 3 批且和抽样 7.2.3. 1 外观质量、尺寸偏差 同规格的端板连续生产1 000片为一批,其中随机抽取10片进行检验。 7.2.3.2 化学成分和力学性能 在外观质量和尺寸偏差检验合格的同批产品{或同批端板毛坯) 中随机抽取二片进行化学成分和力 学性能的检验。 7.2.4 判定规则 7.2.4. 1 外观质量 若所抽10片中不符合5. 3规定的不超过二片,则判定外观质量合格。 7. 2. 4. 2 尺寸偏差 若所抽10片中不符合5.4规定的不超过二片,则判定尺寸偏差合格。 7. 2. 4. 3 化学成分 若所抽二片全部符合5. 5的规定,则判化学成分合格。若有一片不符合5. 5的规定,应从同批产品(或 同批端板毛坯) 中抽取加倍数量进行复检,复检结果若仍有一片不合格,则判化学成分不合格. 7. 2. 4. 4 力学性能 若所抽二片全部符合5.6的规定,则判力学性能合格。若有一片不符合5. 6的规定,应从同批产品(或 同批端板毛坯) 中抽取加倍数量进行复检,复检结果若仍有一片不合格,则判力学性能不合格. 7.2.4.5 总判定 外观质摄、尺寸偏差、化学成分、力学性能全部合格时,则判该批产品为合格。 8 标志、产品合格证 8. , 标志 在端板的外侧平面应清楚标明制造企业的名称或注册商标. J C / T 94 7- 2 00 5 8. 2 产品合格证 产品合格证应包括下列内容: a) 合格证编号: b) 本标准编号: c) 端板的标记; d) 外观质量、尺寸偏差检测结果的表记及该批端板用钢材的出厂合格证书(复印件) : e) 制造厂厂名、制造日期、出厂 日期: f) 检验员签名或盖章(可用检验员代号表示) 。 9 贮存、包装和运输 9. 1 贮存 9. 1. 1 端板不宜露天堆放、淋水,不得与其它有污蚀性液体接触。 9. 1. 2 堆放应整齐,不同规格、不同环宽、不同厚度的产品不宜混堆。 9. 2 包装 端板包装由供需双方协商确定。 9. 3 运输 可采用一般运输工具装运,运输时应固定,避免淋雨。 J C/T 947- 2005 附 录 A (规范性附录) 桩 套 箍 用 材 料 及 技 术 要 求 桩套箍结构 套箍剖面结构见图A. 1, ^ 1泪 注: 图示 中的两个凹痕也可制成 凸痕或其它形式。 A. 1 桩套箍的剖面结构图 A. 1.2 桩套箍结构尺寸偏差应符合表A. 1的规定。 A. 1 桩套箍的尺寸允许偏差 单位为毫米 O 压 L L盆 L 肠 fv +0.5 0 +20 一 ; 一 ; 一 ; 一 ;、 +10 A. 2 桩套箍材料 桩套箍宜采用Q215 或Q235钢,其质量应符合GB/T 700的规定。 J C / T 94 7- 2 00 5 附 录 B (规范性附录) 端板与桩套箍焊接用材料及技术要求 B. 1 端板与桩套箍焊接部位应符合图B. 1 的要求。 桩套盆 端板 (a) (b) B. 1 端板与桩套箍焊接部位图 B. 2 B . 3 端板与桩套箍焊接宜采用E43 X X型焊条,其质量应符合GB/T 5117的规定。 焊缝应均匀、平整、饱满,不得有咬边、凹陷、断焊、空洞等缺陷。
版权声明
1. 本站所有素材,仅限学习交流,仅展示部分内容,如需查看完整内容,请下载原文件。
2. 会员在本站下载的所有素材,只拥有使用权,著作权归原作者所有。
3. 所有素材,未经合法授权,请勿用于商业用途,会员不得以任何形式发布、传播、复制、转售该素材,否则一律封号处理。
4. 如果素材损害你的权益请联系客服QQ:77594475 处理。