JCT 729-2005 水泥净浆搅拌机
 "JCT 729-2005 水泥净浆搅拌机-0")
 "JCT 729-2005 水泥净浆搅拌机-1")
 "JCT 729-2005 水泥净浆搅拌机-2")
 "JCT 729-2005 水泥净浆搅拌机-3")
 "JCT 729-2005 水泥净浆搅拌机-4")
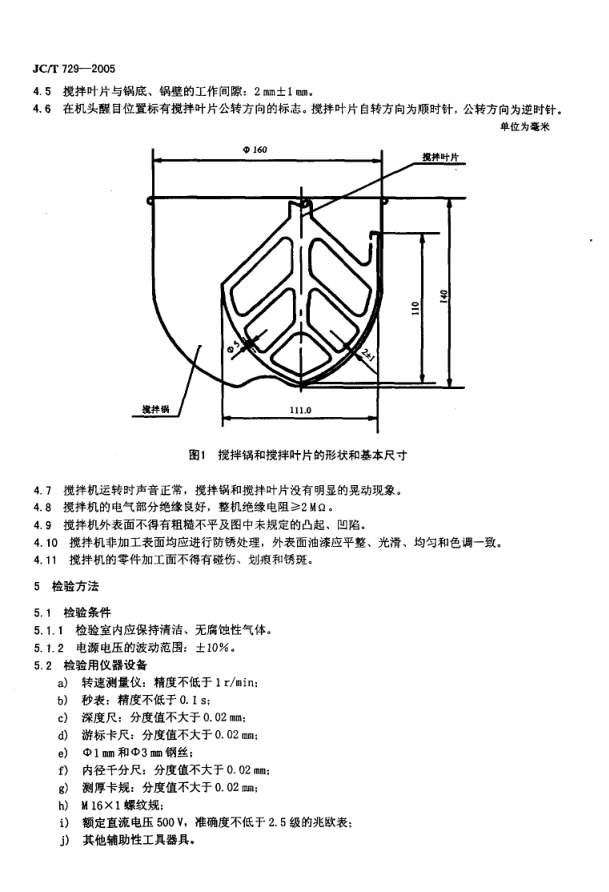
备 案 号 : 15210 - 2005 i c 中 华 人 民 共 和 国 建 材 行 」Ik 标 准 J C/T 129- 2005 代替J C/T 729- 1989 ( 1996) 水 泥 净 浆 搅 拌 机 Mix er for cement paste 2005-02- 14 发布 2005-01-01实施 中华 人 民共 和 国 国家 发 展 和 改 革委 员会 发布 J C /T 7 29- 20 05 mil 舌 本标准是对JC/T 729- 1989(1996) 《水泥物理检验仪器 水泥净浆搅拌机》进行的修订。 本标准自实施之日起代替JC/T 729- 1989(1996) 0 本标准与JC/T 729- 1989(1996)相比,主要变化如下: — 增加了搅拌锅尺寸的公差(1996 版的3. 3,本版的 4. 3) ; — 增加了搅拌叶的某些尺寸及公差(19% 版的3. 5,本版的4.4.3) ; — 增加了搅拌叶的联结螺纹等规定(本版的4.4.2) ; — 增加检验条件和检验用器具和辅助工具(本版的5. 1. 5.2) ; — 细化了检验方法(本版的5. 3- 5. 10) ; — 细化检验规则,增加了型式检验的规定和判定规则(本版的6.2. 6. 3) , 本标准由中国建筑材料工业协会提出。 本标准由全国水泥标准化技术委员会(SAC/TC184)归口。 本标准负责起草单位: 中国建筑材料科学研究院。 本标准参加起草单位: 无锡市锡东建材设备厂、无锡市锡仪建材仪器厂、上虞市东关建工仪器厂、 无锡建仪仪器机械有限公司。 本标准主要起草人: 肖忠明、宋立春、汪炯炯、汪义湘、韩永甫、唐晓坪。 本标准委托中国建筑材料科学研究院负责解释。 本标准所代替标准的历次版本发布情况为: 一一-G B 3350. 8- 1989. J C/ T 729- 1989 (1996) 。 J C /T 72 9- 2 00 5 水泥净浆搅拌机 范 围 本标准规定了水泥净浆搅拌机(以下简称搅拌机)的结构和类型、技术要求、检验方法、检验规则以 及标志和包装等内容。 本标准适用于按GB/T 1346- 2001水泥标准稠度用水量、凝结时间、安定性检验方法及其他试验方 法所用的制备水泥净浆的搅拌机。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的 修改单(不包括勘误的内容) 或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是 否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB/T 1346- 2001 水泥标准稠度用水量、凝结时间、安定性检验方法(eqv ISO 9597:1989) 3 结构和类型 水泥净浆搅拌机主要由搅拌锅、搅拌叶片、传动机构和控制系统组成。搅拌叶片在搅拌锅内做旋转 方向相反的公转和自转,并可在竖直方向调节。搅拌锅可以升降,传动结构保证搅拌叶片按规定的方向 和速度运转,控制系统具有按程序自动控制与手动控制两种功能。 4 技术要求 4. 1 搅拌叶片高速与低速时的自转和公转速度应符合表 1 的要求: 表1 搅拌叶片高速与低速时的自转和公转速度 搅拌速度 搅拌叶片 r/min 4r/min 慢速 140 士5 6 2士 5 快速 285 士10 12 5士 10 4. 2 搅拌机拌和一次的自动控制程序: 慢速 120s士3s,停拌15 s1 l 5,快速120 s士3 s, 4. 3 搅拌锅 4. 3. 1 搅拌锅由不锈钢或带有耐蚀电镀层的铁质材料制成,形状和基本尺寸如图工所示. 4. 3. 2 搅拌锅深度: 139 mm士2 mm, 4. 3. 3 搅拌锅内径: 160 mm士1 mm. 4. 3. 4 搅拌锅壁厚: $ 0. 8 mm, 4.4 搅拌叶片 4.4. 1 搅拌叶片由铸钢或不锈钢制造,形状和基本尺寸如图1所示。 4.4. 2 搅拌叶片轴外径为。20. 0 mm士0.5 mm; 与搅拌叶片传动轴联接螺纹为M16X 1一7H一: 定位孔 直径为(D 12梦00 mm,深度) 32 mm. 4.4.3 搅拌叶片总长: 165 mm1 1 mm: 搅拌有效长度: 110 mm士2 mm; 搅拌叶片总宽: 111. 0o ' mm; 搅拌叶片翅外沿直径: N 5}`0丽。 J C /T 729- 2005 4. 5 搅拌叶片与锅底、锅壁的工作间隙: 2 mm士1 mm, 4. 6 在机头醒目位置标有搅拌叶片公转方向的标志。搅拌叶片自转方向为顺时针,公转方向为逆时针。 单位为毫米 图1 搅拌锅和搅拌叶片的形状和基本尺寸 4.7 搅拌机运转时声音正常,搅拌锅和搅拌叶片没有明显的晃动现象。 4. 8 搅拌机的电气部分绝缘良好,整机绝缘电阻〕2 MQe 4.9 搅拌机外表面不得有粗糙不平及图中未规定的凸起、凹陷。 4. 10 搅拌机非加工表面均应进行防锈处理,外表面油漆应平整、光滑、均匀和色调一致。 4. 11 搅拌机的零件加工面不得有碰伤、划痕和锈斑。 5 检验方法 5. 1 检验条件 5. 1. 1 检验室内应保持清洁、无腐蚀性气体。 5. 1. 2 电源电压的波动范围: 士10% . 5.2 检验用仪器设备 a) 转速测量仪: 精度不低于1 r/min; b) 秒表: 精度不低于0. 1 S; c) 深度尺: 分度值不大于0. 02 mm; d) 游标卡尺; 分度值不大于0. 02 二; e) (D 1 mm和中3 mm钢丝; f) 内径千分尺: 分度值不大于0. 02 mm; B) 测厚卡规: 分度值不大于0. 02 mm; h) M16X 1 螺纹规; i) 额定直流电压 500 V,准确度不低于 2. 5 级的兆欧表; .1) 其他辅助性工具器具。 J C /T 729- 2005 6. 1 出厂检验 出厂检验为第4章除4. 1自转速度外的全部内容。出厂检验的主要项目的实侧数据应记入随机文件 中。 6. 2 型式检验 型式检验为第4章的全部内容。 有下列情况之一时. 应进行型式检验: a) 新产品试制或老产品转厂生产的试制定型检定; b) 产品正式生产后,其结构设计、材料、工艺以及关键的配套元器件有较大改变可能影响产品性 能时; c) 正常生产时,定期或积累一定产量后,应周期性进行一次检验; d) 产品长期停产后,恢复生产时; e) 国家质量监督机构提出进行型式检验要求时。 6. 3 判定规则 6.3. 1 出厂检验 每台搅拌机均符合出厂检验要求时判为出厂检验合格。其中任何一项不符合要求时,判为出厂检验 不合格。 6. 3. 2 型式检验 当批量不大于50台时,抽样两台,若检验后有一台不合格,则判定该批产品为不合格批; 当批量大 于50台时,抽样五台,若检验后出现两台或两台以上的不合格品,则判定该批产品为不合格批。 7 标志及包装 7. 1 标志 搅拌机应具有铭牌,其内容包括: a) 名称: b 型号: c) 生产 日期: d) 生产编号; e) 制造厂家。 7. 2 包装 7. 2. 1 装箱前除表面喷漆部分外均须采取防锈措施。 7. 2.2 装箱时用螺栓固定在箱底上,机器上方及四周应加以支撑,使其在运输途中不致发生任何方向 的移动。包装箱应满足相应运输方式的要求。 7.2.3 随包装箱附有产品合格证、检验报告、使用说明书、装箱单、备用件和检测专用工具等。 7.2.4 包装箱上要清楚标明: a) 仪器全称与型号、上下标志、制造厂名及生产编号; b) 收货单位及地址; c) “ 请勿倒置” 、 “ 小心轻放” 、 “ 防潮” 等字样。
版权声明
1. 本站所有素材,仅限学习交流,仅展示部分内容,如需查看完整内容,请下载原文件。
2. 会员在本站下载的所有素材,只拥有使用权,著作权归原作者所有。
3. 所有素材,未经合法授权,请勿用于商业用途,会员不得以任何形式发布、传播、复制、转售该素材,否则一律封号处理。
4. 如果素材损害你的权益请联系客服QQ:77594475 处理。